Product: ABAQUS/Explicit
Large deformation kinematics, user material, kinematic contact, penalty contact, friction, analytical rigid surfaces, multiple steps, adiabatic heat generation, adding contact surfaces and boundary conditions after the first step.
This verification problem is similar to the problem described in “Rolling of thick plates,” Section 1.3.6 of the ABAQUS Example Problems Manual. Here, a two-dimensional, plane strain case of the rolling problem is considered with a much coarser mesh for the steel plate. The plate is modeled using plane strain elements (CPE4R) and 8-node brick elements (C3D8R). In the three-dimensional model all out-of-plane degrees of freedom are prescribed as zero to represent a state of plane strain.
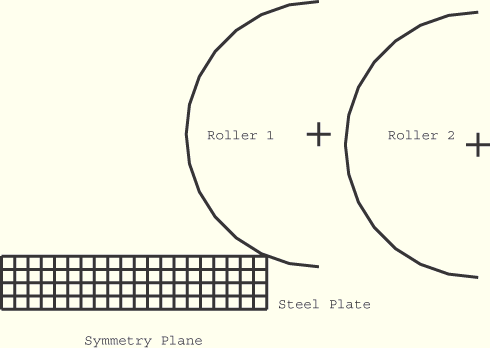
The steel plate has a total thickness of 40 mm and a length of 100 mm. This analysis simulates the rolling of the plate through two roller stands, each of which achieves a reduction in the thickness of the plate of 10 mm. The radius of each roller is 50 mm. The model takes advantage of half-symmetry.
The material is modeled as an elastic, perfectly plastic material with Young's modulus 210 GPa, Poisson's ratio 0.30, yield stress 250 MPa, and density 7500 kg/m3. The two-dimensional case uses the *USER MATERIAL option, along with user subroutine VUMAT. This model can be selected by specifying the material name ABQTEST1 on the *MATERIAL option. The user subroutine has the option to include kinematic hardening. However, this example problem tests the user material only for the case of perfect plasticity and verifies the results by comparison with the results obtained with the standard plasticity model with no hardening (for the three-dimensional case). The rotating cylinder problem of “VUMAT: rotating cylinder,” Section 4.1.27, verifies the hardening case for the user material. The three-dimensional model uses the standard elastic, perfectly plastic material model specified with the *ELASTIC and *PLASTIC options. It also tests the adiabatic heat generation capability using the *DYNAMIC, EXPLICIT, ADIABATIC option, the *SPECIFIC HEAT option, the *EXPANSION option, and the *INELASTIC HEAT FRACTION option. The initial temperature for all nodes in the model is 294°C. The specific heat for this material is 460.46 Joule/kg/°C.
The rolling process is analyzed in two steps. In the first step only the first roller has a prescribed rotational velocity and only one contact pair is defined. This contact pair contains the surface of the first roller and the outer surface of the plate. The second step begins just as the plate is about to reach the second roller. At this time a second contact pair is introduced that contains the surface of the second roller and the outer surface of the plate. At the same time, a prescribed velocity boundary condition is added that determines the rotational velocity of the second roller. The coefficient of friction between the rollers and the plate is 0.3. The maximum traction due to friction is assumed to be ![]() , or 144.3 MPa.
, or 144.3 MPa.
The contact constraints can be enforced either kinematically or with a penalty method in ABAQUS/Explicit. Kinematic contact gives strict enforcement of the constraints, whereas penalty contact will allow some penetration. However, the two constraint methods will usually give nearly the same results for problems that involve plastic deformation (such as rolling problems), because the contact penetrations with penalty contact will tend to be small. This is related to the fact that the default penalty stiffness is about 10% of the elastic stiffness in the elements along the contact interface. When the material yields, the penalty stiffness will typically be much larger than the effective stiffness of the material, so the penetrations will be rather insignificant. For problems in which the material remains elastic (see “The Hertz contact problem,” Section 1.1.11 of the ABAQUS Benchmarks Manual), the contact penetrations can be significant if the penalty method is used.
The roller speed used for both rollers in this example is 600 rad/s. See “Rolling of thick plates,” Section 1.3.6 of the ABAQUS Example Problems Manual, for a detailed discussion of the choice of rolling speeds.
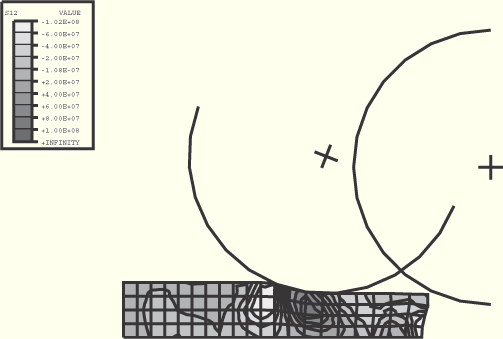
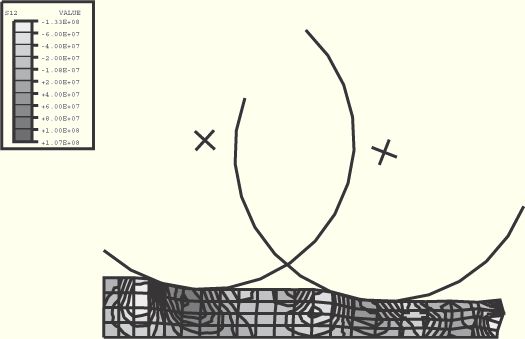
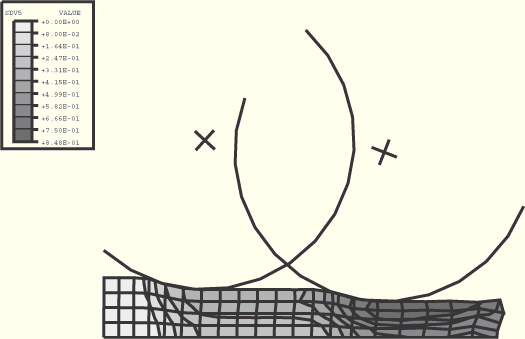
Figure 1.6.9–1 shows the original mesh for the two-dimensional model. Figure 1.6.9–2 shows contours of shear stress at the end of the first step for the two-dimensional model. Note that the first roller has rotated during the first step, whereas the second roller remains motionless. Figure 1.6.9–3 shows contours of shear stress at the end of the second step for the two-dimensional model. Figure 1.6.9–4 shows contours of equivalent plastic strain (SDV5) at the end of the second step for the two-dimensional model. Since the user subroutine stores the values of equivalent plastic strain as the fifth state variable, contour plots are generated by the use of the variable SDV5.
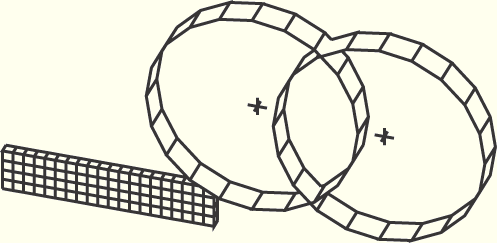
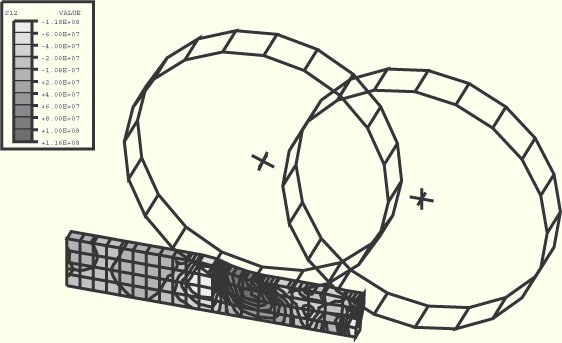
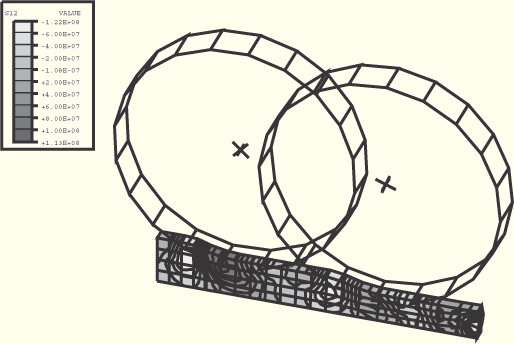
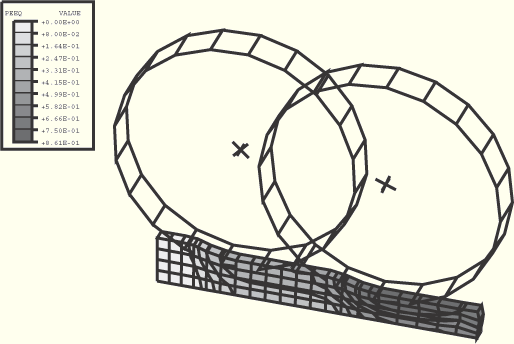
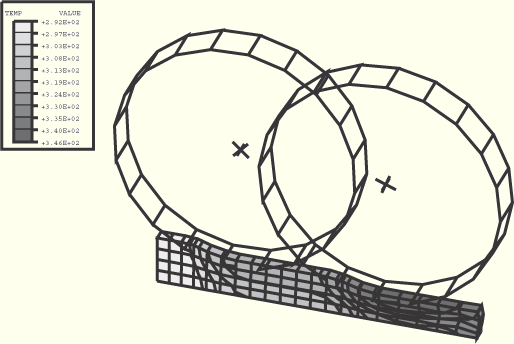
Figure 1.6.9–5 contains a wire frame drawing of the original mesh for the three-dimensional model. Figure 1.6.9–6 shows contours of shear stress at the end of the first step for the three-dimensional model. Figure 1.6.9–7 shows contours of shear stress at the end of the second step for the three-dimensional model. Figure 1.6.9–8 shows contours of equivalent plastic strain (PEEQ) at the end of the second step for the three-dimensional model. Figure 1.6.9–9 shows contours of temperature at the end of the second step for the three-dimensional model. Note that the use of the ADIABATIC parameter in this example does not have an effect on the overall solution because none of the material properties are temperature dependent. It is simply used to calculate the temperature field obtained from the dissipated plastic work.
Two-dimensional case using an analytical rigid surface.
Three-dimensional case using an analytical rigid surface of TYPE=REVOLUTION.
Two-dimensional model using rigid elements.
Three-dimensional model using rigid elements.
Three-dimensional general contact analysis using rigid elements.
Three-dimensional model using an analytical rigid surface of TYPE=CYLINDER.
Two-dimensional model using penalty contact and an analytical rigid surface.
Three-dimensional model using penalty contact and an analytical rigid surface of TYPE=REVOLUTION.